A Vacuum Pump Can Remove Moisture From A Hermetically Sealed System Because

Reversal Valve Heat Pump Air Conditioner Refrigeration And Air Conditioning Heat Pump

Hermetically Sealed Refrigeration Systems Cooling India Monthly Business Magazine On The Hvacr Business Green Hvac Industry Heating Ventilation Air Conditioning And Refrigeration News Magazine Updates Articles Publications On Hvacr

Air Conditioner Compressor Troubleshooting The Average Compressor In Air Conditioner Compressor Refrigeration And Air Conditioning Air Conditioner Maintenance
Evacuation And Dehydration Of Refrigeration Systems Technical Passport Marine Refrigeration Courses

3 1 8 Hvac R Ball Valve Installed In Heat Pump Air Conditioner Or Heat Pump Water Heat Pump Air Conditioner Refrigeration And Air Conditioning Heat Pump Unit

Stainless Steel Isolation Glove Box 2800 Series Laboratory Supply Network Stainless Steel Stainless Laboratory Equipment
A 1 5 mmhg b 2 0 mm hg.
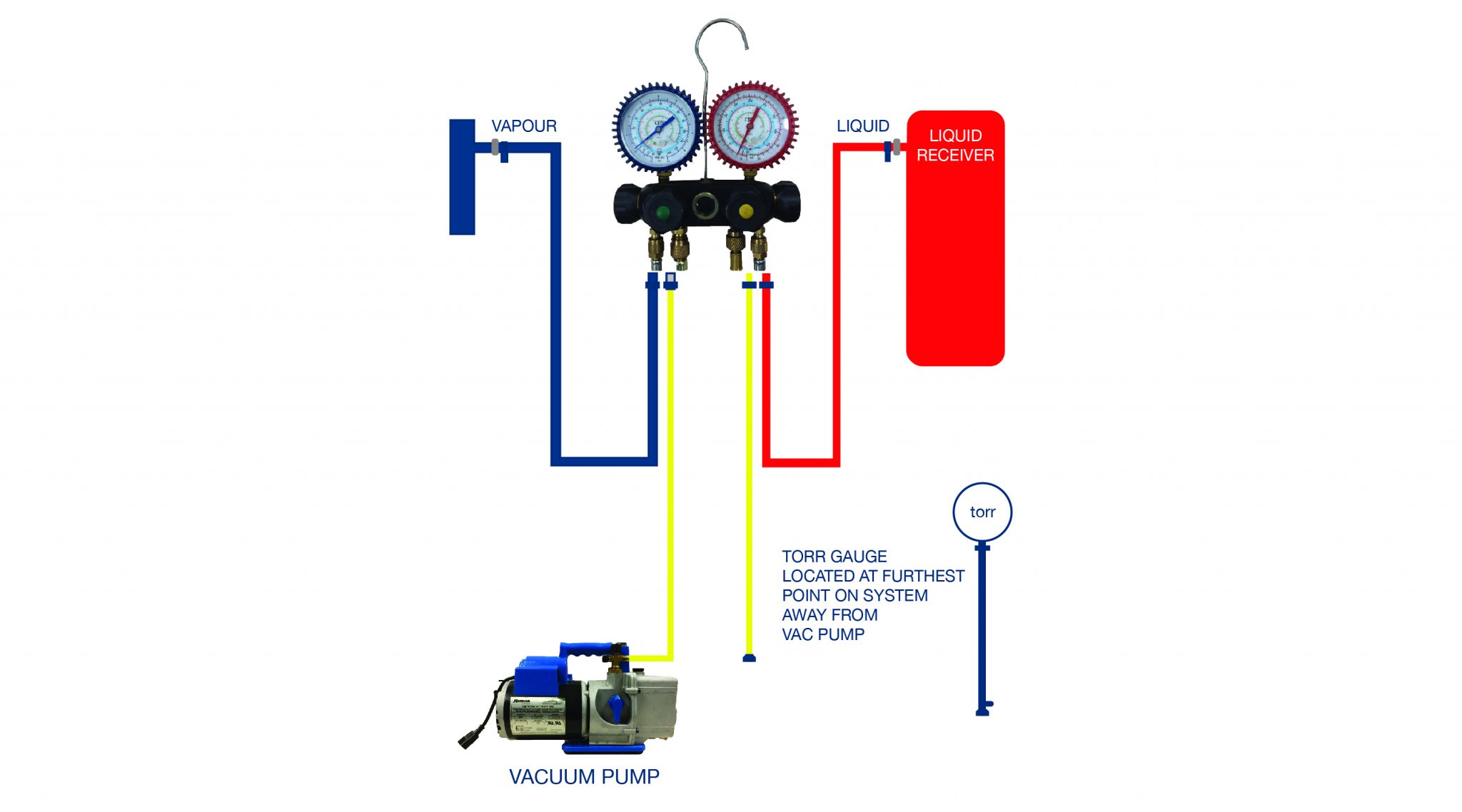
A vacuum pump can remove moisture from a hermetically sealed system because. The meaning of a deep vacuum involves reducing the pressure in the system to about 250 to 500 µm. It typically has a rounded steel outer shell that is permanently welded shut and which seals operating gases inside the system. Getters are especially important in sealed systems such as vacuum tubes including cathode ray tubes crts and vacuum insulated panels which must maintain a vacuum for a long time. If the vacuum rises slowly and stops there is moisture in the system and evacuation should be continued.
If you can hold a 500 micron or lower vacuum then you know you have a clean dry and leak free air conditioning or refrigeration system. Oxygen or compressed air should never be used because they contain moisture and moisture reacts with oil in the system to for acids organic solids r12 r22 r502 r134a will hydrolyze a chemical reaction with water forming hydrochloric and hydrofluoric acids and more water. If the vacuum rises to atmospheric pressure you have a leak that needs to be repaired. A use a dryer b introduces a drying agent.
Q a vacuum pump can remove moisture from a hermetically sealed system because it. After achieving a vacuum the container can be sealed or the vacuum pump can be left running. Recall however that the reason you are using a vacuum pump is that you want to remove the air. Any presence of moisture in the gas being pumped can lead to the pump rusting because of the absence of lube oil.
According to ashrae guideline 3 1996 if the pressure in a system rises from 1 mm hg to a level above during a standing vacuum test the system should be checked for leaks. A vacuum pump can only remove water air and gases in a system. Gas ballast or a purge system introduces air between pump stages to blow condensed vapors through the pump mitigating mechanical wear and tear on the pump of internal condensation. Rotary screw dry pumps are used in applications where a high vacuum is required up to 0 010 mm hg and the process gas is not compatible with lubricating oil in oil sealed rotary pumps.
Building your own system you can have a vacuum approved humidity sensor inside your chamber and then based on its feedback mix dry and humid gas into the chamber. C lowers the presure boils the water and causes it to evaporate.

Why Can T You Just Measure Pressures To Check A Refrigerant Charge In 2020 Ac Service Tech Low Pressure Pressure

Liberty Pumps 404 1 3 Hp Compact Remote Sink Drain Pump System 1 1 2 Inch Drain Pump Sink Drain Submersible Sump Pump

Pin On Plc Scada Automation

Superior Pump 1 2 Hp Submersible Thermoplastic Sump Pump 92572 Submersible Sump Pump Sump Pump Pumps

Pin On Hvac Parts

Yellow Jacket 69080 Digital Lcd Vacuum Gauge Features Thermal Conductivity Sensor That Automatically Compensat Vacuums Hvac Air Conditioning Hvac Maintenance

Mercury Ring Pump Proof Of Principle Testing In The Theseus Facility Sciencedirect
Https Www Secop Com Fileadmin User Upload Technical Literature Guidelines Repair Of Hermetic Refrigeration Systems 05 2018 Desg620a202 Pdf

Evaporator Applications Of Refrigeration In 2020 Refrigeration And Air Conditioning Refrigerator Compressors

Rheem Parts 51 23053 11 Condenser Motor 1 3 Hp 208 230 1 60 1075 Rpm 1 Speed In 2020 Motor Condensation Speed

Ac Contactor Not Pulling In 10 Reasons Why Youtube Refrigeration And Air Conditioning Hvac Controls Hvac Filters

Vacuum Pumps Cascade Sciences

Resolution 2016 Sustainable Production Systems Challenge Powered By Eit Climate Kic And Eit Digital

Pin On Western Heating

20 5kw Heating Capacity Between R407c And Water Phe Is Condenser Of Heat Pump Replace Alfa Laval Or Swep Hea Heat Exchanger Heat Pump Heat Pump Water Heater
Kb Results

Modern Refrigeration And Air Conditioning 20th Edition Page 658 682 Of 1679

Installation Instructions Of Water Wells Using A Driven Well Point Water Solutions Water Well Installation Instructions
3

The Father Of Canning In 2020 Food Technology Preserving Food Food

Evacuation Clinic This Presentation Is Excerpted From Robinair S Library Of Air Conditioning Educational Material Design Air University Ppt Download

Gea Bluq New Ammonia Chiller With Semi Hermetic Compact Screw Compressor At Chillventa 2018
Gxs750 4200f 380 460 V Light Duty Side Exhaust

Sump Pump Kitchen Sink Drain Sink Drain Sump Pump Sump

Did You Know That The World S Smallest Snowman Is Just 3mm Tall And Was Created Using A Scanning Elec Physics Research Scanning Electron Microscope End Of Year

Custom Desiccator Cabinet Dry Boxes Manufacturering Lab Supply Network Locker Storage Lab Supplies Storage Cabinets

Waterproof Pump Hermetically Sealed Pump All Industrial Manufacturers Videos
Hermetic V Line Modular Configurable Canned Motor Pumps For The Chemical And Petrochemical Industries Press Releases News Hermetic

100 Warranty Plastic Bag Sealing Machine Vertical Sealing Date Printing Seal Belt Free Shipping Band Sealer Plastic Film Home Appliances

Ha Single Stage Compressors
Http Www Rses Org Assets Serviceapplicationmanual 630 46b Pdf

Cooling Tower Parts And Components Tower Tech Cooling Tower India

Air Dehumidifier Made In Germany Dehumidifiers Indoor Swimming Pools Germany

Air Conditioner Compressor Troubleshooting The Average Compressor In Air Conditioner Compressor Refrigeration And Air Conditioning Air Conditioner Maintenance

Edp Chemical Dry Pumps Edwards Vacuum

Condensing Temperature An Overview Sciencedirect Topics

Dhl Fedex Free Shipping 270w Manual Cup Sealing Machine Bottle Opener Wall Seal Machine

Oil Pressure Problems In Refrigeration Systems Contracting Business

B3 020 44d Copper Brazed Stainless Steel Small Hole Channel Plate Heat Exchanger For Home Central Air Conditioner Heat Exchanger Brazing Stainless Steel Plate
Rotor 12 X 1 5 2 0 Ml High Speed Hermetically Sealed Hermle Z326 Centrifuge Benchmark 2824 60 Terra Universal

2 Pcs Purple Circular Filter And High Quilty Air Filter Replacement For Vacuum Cleaner Parts Hepa Filter Dc04 Dc05 Home Appliances Hepa Filter Purple

1pc Ac110v 220v 40khz 600w Ps 80a Digital Heater Timer Ultrasonic Cleaner 22l For Electronic Components Cleaning Appliances Home Appliances Ultrasonic Cleaner

